

Why Springback Is the Enemy of Precision
You have designed the perfect roll forming line. The rolls are machined to exact specifications. The material is within tolerance. Yet, after forming, the profile does not match your drawing. The flanges are not at 90° – they have opened up to 87° or 88°. This is springback, and it is one of the most frustrating challenges in cold roll forming.
Springback occurs because steel (and other metals) have elastic memory. When you bend a strip, the outer fibers stretch elastically and plastically. After the bending force is removed, the elastic portion tries to recover, causing the profile to “spring back” partway toward its original flat shape.
If not compensated correctly, springback leads to:
- Out-of-tolerance profiles
- Poor fit in downstream assembly
- Increased scrap rates
- Wasted time on manual rework
This article explains two main approaches to springback compensation in roll forming:
- Analytical methods – using mathematical formulas based on material properties and bend geometry.
- FEA (Finite Element Analysis) methods – using computer simulation to predict and compensate for springback with high accuracy.
We will also show how leading Chinese roll forming machine manufacturers like LOTOS apply these methods to deliver profiles that meet customer specifications right out of the line – without trial-and-error guesswork.
By the end, you will understand:
- The physics of springback in roll forming
- How to calculate springback analytically (with formulas)
- How FEA simulation improves accuracy for complex profiles
- Practical compensation techniques (over-bending, sizing stations, etc.)
- How LOTOS integrates these methods into machine design and tooling
Part 1: Understanding Springback in Roll Forming
1.1 What Happens During Bending?
When a flat strip passes through a roll forming station, the rollers apply a bending moment. The material experiences:
- Elastic deformation – reversible, the material returns to original shape when force is removed.
- Plastic deformation – permanent, the material retains the new shape.
Springback is the elastic recovery that occurs after plastic deformation. The amount of springback depends on:

For mild steel (yield strength ~250 MPa), springback is typically 0.5–2° per 90° bend. For high-strength steel (yield strength >600 MPa), springback can reach 3–6° per 90° bend. For aluminum and stainless steel, springback is even higher.
1.2 Why Springback Is More Complex in Roll Forming Than in Press Braking
In press braking, bending occurs at a single point. Springback is relatively uniform across the bend line.
In roll forming, bending happens gradually over many stations. Each station adds incremental bending. Springback at early stations interacts with subsequent bends. The final profile’s springback is the accumulated result of all bending steps. This makes compensation more challenging, especially for asymmetric profiles.
Part 2: Analytical Springback Compensation Methods
Analytical methods use mathematical formulas based on material properties and bend geometry. They are fast, require no software, and work well for simple, symmetric profiles with uniform material properties.
2.1 Basic Springback Formula for Air Bending
For a single 90° bend (simplified), the springback angle Δθ can be estimated by:
Δθ = θ × (3 × σᵧ × R) / (E × t)
Where:
- θ = bend angle (radians)
- σᵧ = yield strength of material (MPa)
- R = inside bend radius (mm)
- E = Young’s modulus (200,000 MPa for steel)
- t = material thickness (mm)
Example (mild steel):
θ = 90° = 1.57 rad, σᵧ = 250 MPa, R = 3 mm, t = 2 mm
Δθ = 1.57 × (3 × 250 × 3) / (200,000 × 2) = 1.57 × (2250 / 400,000) = 1.57 × 0.005625 = 0.00883 rad ≈ 0.5°
So a 90° bend will spring back to about 89.5°.
To compensate, you over-bend by the calculated springback angle. For the example above, bend to 90.5° to achieve 90° after springback.
2.2 Limitations of Analytical Methods
- They assume uniform material properties (no variation along the coil).
- They do not account for work hardening or strain gradient.
- They are inaccurate for complex profiles (multiple bends interacting).
- They ignore friction and roller contact conditions.
- They cannot predict twist or bow, only angular springback.
2.3 When Analytical Methods Are Sufficient
Analytical methods work well for:
- Simple C- or U-channels
- Low-strength materials (mild steel)
- Loose tolerances (±1–2°)
- Quick estimates during initial design
For tighter tolerances or higher-strength materials, analytical methods are not enough.
2.4 Practical Analytical Compensation by LOTOS Engineers
LOTOS uses analytical formulas as a starting point for tooling design. For standard profiles (e.g., C-channel, strut channel) in mild steel, the calculated over-bend is applied in the last 2–3 forming stations. A final sizing station then calibrates the profile to nominal dimensions. This approach consistently achieves ±0.5° angular accuracy.
Part 3: FEA-Based Springback Compensation Methods
Finite Element Analysis (FEA) simulates the entire roll forming process digitally. It predicts springback with high accuracy by modeling material behavior, friction, roller geometry, and bending sequence.
3.1 How FEA for Springback Works
A typical FEA workflow for roll forming springback:
- Create CAD model of the strip, rollers, and forming stations.
- Define material properties – including stress-strain curve (elastic and plastic), Young’s modulus, Poisson’s ratio, and hardening rule (isotropic or kinematic).
- Apply boundary conditions – strip velocity, roller rotations, friction coefficients.
- Run the simulation – the software calculates the incremental forming and the final residual stresses.
- Extract the formed shape – including springback deformation.
- Compare to target geometry – calculate the error.
- Modify roll pass design – adjust bend angles or add over-bend stations.
- Re-simulate until the final profile matches the target within tolerance.
3.2 Popular FEA Software for Roll Forming Springback
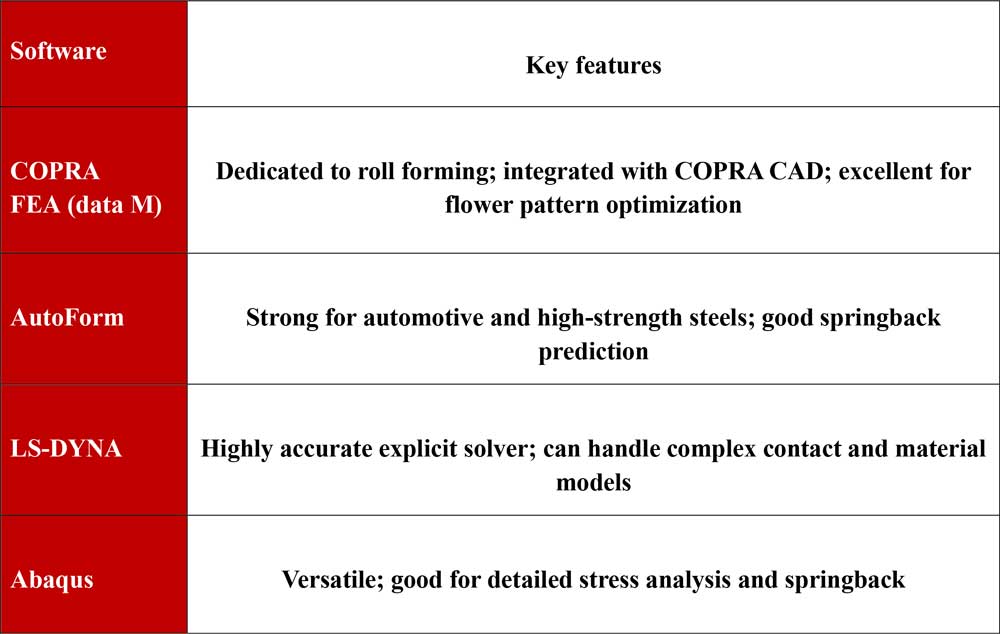
LOTOS engineers use COPRA FEA for most roll forming simulations, complemented by LS-DYNA for highly complex or asymmetric profiles.
3.3 Advantages of FEA Over Analytical Methods

3.4 How LOTOS Uses FEA for Springback Compensation
LOTOS applies FEA in three scenarios:
- New profile development – before cutting any metal for rollers, FEA simulates the entire forming process and predicts springback. Roll pass design is iterated virtually until the predicted profile meets tolerance.
- High-strength materials (AHSS, DP steel, 7075 aluminum) – analytical methods are unreliable for these grades. FEA provides accurate compensation angles.
- Asymmetric and complex profiles (Z-purlins, hat sections with lips, automotive sills) – these profiles twist and bow easily. FEA identifies the compensation needed not just for angle but also for twist.
LOTOS has a dedicated simulation team that has built a library of material models for common grades (Q235, Q345, ST52, DP600, DP800, 6061 aluminum, 304 stainless). This library reduces simulation time and increases accuracy.
Part 4: Practical Springback Compensation Techniques in Roll Forming
Regardless of whether you use analytical or FEA methods, the physical implementation of compensation follows similar principles.
4.1 Over-Bending
The most common technique: bend the material more than the final desired angle, so after springback it relaxes to the correct angle.
Implementation:
- Apply over-bend in the last 2–3 forming stations.
- Typical over-bend: 0.5–2° for mild steel, 2–5° for high-strength steel.
- Over-bend too much → the flange will close inward (negative springback). Fine-tuning is required.
Example: To achieve a 90° flange on a C-channel made of DP600 steel (springback ~3°), you would design the last forming station to bend to 93°, then a final sizing station to calibrate to 90°.
4.2 Sizing Stations (Calibration)
A sizing station is a set of rollers that do not apply significant bending – they simply “iron” the profile to its final shape. Sizing stations:
- Reduce springback variation
- Improve dimensional consistency along the length
- Correct minor errors from previous stations
In many LOTOS roll forming lines, the final 2–4 stations are sizing stations (sometimes called finishing or calibration stations).
4.3 Compensation for Asymmetric Profiles
Asymmetric profiles (e.g., Z-purlin, unequal-flange hat channel) springback unevenly. The longer flange may spring back more than the shorter flange, causing twist.
FEA-based compensation for asymmetry:
The simulation predicts the twist angle. The roll pass design is then modified to include anti-twist measures:
- Adjust the bend angle sequence (bend the shorter flange more aggressively)
- Add a twisting station (rollers that apply a slight torsion)
- Use a straightener after forming
LOTOS has successfully delivered Z-purlin lines with twist less than 1 mm per meter using FEA-optimized compensation.
4.4 Material-Specific Compensation Tables
For repeat orders of the same material, experienced manufacturers like LOTOS build compensation tables. For example:

These tables come from years of production data and FEA validation.
Part 5: Analytical vs. FEA – Which Should You Use?

Recommendation for Buyers:
- If you are producing simple C-channels from mild steel, analytical compensation from an experienced manufacturer (like LOTOS) is sufficient.
- If you are producing high strength steel, aluminum, stainless steel, or asymmetric profiles, demand that your machine supplier uses FEA simulation to validate roll pass design and springback compensation.
LOTOS offers both: analytical calculations for standard profiles (cost-effective) and FEA-based design for demanding applications (precision guaranteed).
Part 6: How LOTOS Integrates Springback Compensation into Machine Delivery
When you purchase a roll forming line from LOTOS, here is what you receive regarding springback compensation:
- Roll pass design – either analytical or FEA-based, depending on profile complexity and material.
- Simulation report (if FEA used) – showing predicted springback and compensation applied.
- Rollers manufactured to the compensated geometry – hardened Cr12 steel, HRC 58–62.
- Sizing stations included as appropriate.
- First sample run at LOTOS factory before shipment – to validate springback compensation.
- Fine-tuning instructions for on-site installation.
This systematic approach ensures that your profiles are within tolerance from day one.
Don’t Let Springback Ruin Your Production
Springback is inevitable, but it is manageable. The choice between analytical and FEA methods depends on your profile complexity, material strength, and tolerance requirements.
- Analytical methods are fast, free, and adequate for simple jobs.
- FEA methods are accurate, powerful, and essential for challenging materials and complex shapes.
Leading Chinese roll forming machine manufacturers like LOTOS have invested in both. For standard profiles, they use proven analytical formulas. For demanding applications, they employ FEA simulation to deliver perfect profiles – no guesswork, no trial and error.
When you choose LOTOS, you choose a partner who understands the science of springback and applies the right tool for your specific need.