

how to adjust the rollers of the roll forming machine
- Home
- how to adjust the rollers of the roll forming machine
A Step by Step Guide to Adjusting Your Roll Forming Machine
Roll forming is a highly efficient and cost-effective method used in manufacturing industries to shape and form metal sheets into desired profiles. It is widely utilized in various sectors such as automotive, construction, and appliances. The roll forming machine is the heart of this process, responsible for producing consistent and high-quality profiles. Adjusting the roll forming machine correctly is crucial to ensure optimal performance and achieve the desired results. In this comprehensive guide, we will explore the essential steps to adjust your roll forming machine for optimal performance.

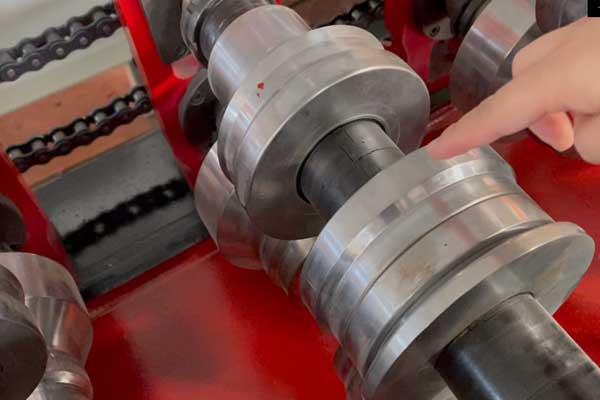
Spacer in roll forming mill
How to adjust the rollers of the roll forming machine? The spacer is the shaft sleeve. It is an important part used with the roller in the roll forming machine.
Spacers use to fix the rolls in the correct position on the spindles. Vertical adjustment of the top shaft fine-tunes the machine to accommodate specific rolls and material thickness. in fact, The spacer installs on the shaft of the roll forming machine and is install side by side with the roller, which plays the role of positioning the roller so that the rollers keep a precise position during the roll forming process.
how to adjust the rollers of the roll forming machine?Spacers can divide into two categories: One-Piece Spacers and split spacers.
The One-Piece Spacer made from seamless steel pipes.
A split spacer is easy to separate from the shaft, it is very comfortable for roll forming machine operators to adjust the position of the rollers by removal and reinstallation of such split spacers.
After confirming the total length of the rollers. It requires less expensive spacers to fill the space between the rollers.

Why spacers are used in roll forming machines?
The spacers and shims are part of the roll set. At each shaft, the total lengths of the rolls, spacers, and shims are equal to the roll space.
The difference between a spacer and a shim relates to their length, application, and method of manufacturing.
Spacers are long, usually between 4 to 150 mm. The spacers are an integral part of the roll-forming set. Shims are thin, usually 0.025 to 2.5 mm. The use of shims should be avoided wherever possible. The total length of the rolls is dictated by good design practice. The difference between the available roll
space and the roll length fill with less expensive spacers. Spacers are usually manufactured from seamless carbon steel tubes.
Spacer change for muti-profile roll forming machine
The most frequently used standard spacers are made out of one piece as :
Split Spacers:
Split spacers can reduce roll changeover time of multiple width sections. Instead of removing the nuts from the end of the shafts, pulling off the stands, rolls, and spacers, it can be sufficient to loosen the nuts and pull the operator-side stand out by approximately (6 to 20 mm).
The gap will allow the removal of the split spacers and the replacement of them into new locations. This method can reduce roll change time by about 70 to 80%. For example, 10 to 24 min per pass changeover using standard spacers can be reduced to 3 to 5 min with non-split spacers, depending on the size of the mill, number of rolls, and the experience of the operator.
Roll Forming Machine Part-Spacers and Shims
Horseshoe Spacers:
Horseshoe spacers were among the first quick removal spacers developed by the industry. This type of spacers, as well as the horseshoe shims, create considerable problems. The “open” sections of all horseshoe spacers are in the same direction. In the case of small shaft diameters (1 to 1.5 in), the forces applied by overtightening the nuts at the end of the shafts can bend the shafts. The continuous flexing of the shafts at each revolution can create another problem. The top roll spacers (and the shims) can fall out and damage the next pass rolls. Therefore, manufacturers use spring-loaded ball locators to hold the horseshoe spacers in position. However, it is highly recommended not to use horseshoe spacers at all.
Bolted and Hinged Split Spacers:
Bolted spacers have been used to avoid accidental falling of spacers from the shafts. These spacers will not fall out but the removal of the screws or other fasteners takes too much time. Hinged spacers somewhat reduce the time required to remove and install these bolted-type spacers.
Boltless Spacers:
A variety of boltless, quick removal spacers has been developed and successfully used. The removal and reinstallation of such split spacers may take less than 1 min after the operator-side stand is pulled out by a short distance.
Split spacers are more expensive than one-piece spacers, but the extra cost can be quickly recovered by reducing the nonproductive time.

FAQ :
Not always. Start from the entry section and check each station in sequence. Only adjust stations that show visible deviation or incorrect forming angles.
Yes. Each material thickness requires different roller clearances. Always refer to the roller design or tooling sheet when switching to a new coil thickness.
Proper roller adjustment ensures accurate profile dimensions, smooth forming, reduced material waste, and longer machine and roller life. Incorrect adjustment can cause scratches, twisting, bowing, or deformation of the final product.
Common signs include uneven profile shape, surface marks, edge waves, twisting, misalignment at joints, or increased machine vibration. Dimensional inaccuracy is the most frequent indicator.
